

Coptool had the privilege in touring Milwaukee’s Sawzall manufacturing facility in Greenwood Mississippi. We had the opportunity to see their manufacturing processes, printing capabilities, engineering processes as well as understand the culture in Greenwood. Produced in the same facility, we saw step by step, how their world class Hole Dozers were made and engineered. Being the first time Milwaukee invited media guest to Greenwood, Milwaukee’s president of Power Tool Accessories, Scott Griswold kicked off the event in style!

One of the fascinating elements of our visit, was learning about their Greenwood plant’s expansion over the last 15 years. In 2001, the Greenwood facility started their journey with 120,000 sq. ft. of space and 87 employees. By 2015, their expanded their facilities over 200,000 sq. ft. and added 600 additional staff. While some of their processes are automated and robotic, employees are fully trained through their unique on-boarding processes to ensure they’re experts within their specified area. The plant is loaded with top-level engineering, who are challenged daily to improve efficiency, drive new product innovations, continuous improvement and most importantly, quality control.
Before kicking off the tour, we had the opportunity to meet with one of their product managers to learn the history on Sawzalls, their new product research methods, branding, engineering…all critical steps to ensure the success of a new product. Believe it or not, Sawzalls were developed before the 1960’s and as changes were made, each changed was backed with research and through testing. Most recently, the addition of the carbide teeth was added in 2015.

The first step in producing Sawzalls, starts with the coiled stock of steel. Material comes off the role, then straighten and eventually stamped into its configuration. Interesting fact, after the Sawzall is stamped, only a small amount of material is waste (think of it as cookie cutters), but then is recycled.
Once the Sawzall shape is formed, it then goes through a washer and a robotic arm picks up a stack of blades and places them in a setter. The machine sets the teeth so the cutting area exceeds the blade width accordingly. Milwaukee explained if the blade was not offset, then the material would become less efficient and undesirable by consumers. One of the engineers explained the importance of quality control and setting tight control limits. Then, we moved to see the carbide bits welted onto the blade!

The carbide teeth addition to Sawzalls was a major accomplishment for the organization as well as an engineering success! As Milwaukee’s marketing team listened to consumers through jobsite visits, they quickly learned they had an opportunity to improve the Sawzall. With hundreds of prototypes and blind field testing’s, they had landed on a new product design, known today as the Milwaukee Ax. While feedback from the field was positive, ensuring they could produce the newly designed product consistently, represented another challenge. Engineering spends countless hours researching methods in how to produce the newly designed product consistently. Soon, they successfully discovered methods to install each carbide unit onto each Sawzall blade. They carefully weld each carbide unit onto the blade; each carbide unit is less than a quarter of the size of a pencil eraser (see photo above). Once call carbides are set in place and complete, blades are then transferred to the powder coating station.

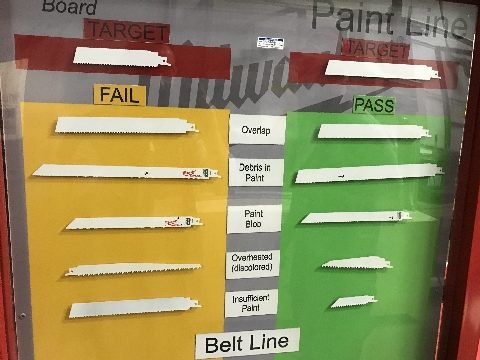
Blades are first hung onto the track (see photo above) and transferred through a powder coating station. Blades are transferred to the conveyor belt and the coating process begins. After the one side is coated, blades are flipped and coated accordingly. We explained earlier the importance of quality control, can you see how the products on the left failed (see photo below)?
Once blades are coated, the printing and packaging process begins. You can see from the video below, that blades are transferred to the conveyor belt and printed through their CMYK printing process. Milwaukee uses a unique UV printing process, which cures the ink almost instantly!
After the printing process is complete, the blades ready to be packaged into clamshells. An operator sets half of the clamshell down, inserts packaging graphics and both goes onto the convener belt. The automated system places the blade in the clamshell and the second clamshell closes the package.
We wrapped up the day with a final speech by Milwaukee’s president of Power Tool Accessories, Scott Griswold. One of many take-away’s we learned was the positive culture and their ‘family’ approach to business. One of the ways Milwaukee builds a great and lasting culture is providing employees with a free on-site wellness and health center. They also offer outstanding college tuition assistance and partner with near-by universities to help employees further their educations. Milwaukee’s advanced, forward-thinking approach has made their U.S. facility world class. They positioned themselves for great future expansion in Greenwood and will continue drive new innovations.

